En virksomhed kan sjældent lave uendeligt meget. Der er kun så mange timer i en maskine, så mange hænder på værkstedet og så mange kvadratmeter at arbejde på. Denne øvre grænse for, hvor meget man kan producere, kalder vi kapacitet, og at styre den klogt er en disciplin for sig. Både for lidt og for meget aktivitet koster penge, og næsten altid er det ét bestemt sted i produktionen, der afgør, hvor langt man kan nå.
Kapacitet og udnyttelse
Kapaciteten er virksomhedens maksimale ydeevne: hvad maskiner, mandetimer og plads tilsammen kan præstere. Målet er en optimal kapacitetsudnyttelse, og den ligger et sted imellem to grøfter. Kører man med for lav udnyttelse, står dyrt udstyr og betalte medarbejdere i tomgang, mens de faste omkostninger løber videre uanset hvad. Presser man derimod for hårdt på, opstår overbelastning: overarbejde, fejl, slid og forsinkelser, der i sidste ende også koster.
Kapacitet er den mængde, en virksomhed kan producere eller levere i en given periode. Men hvad kapaciteten består af, afhænger helt af forretningsmodellen. For en frisør er det stole og klippetid; for et konsulenthus er det medarbejdernes timer; for en café er det borde og køkkenkapacitet; for en webshop er det lager og evnen til at pakke og sende. Nogle gange er det ganske enkelt penge, altså likviditet, der er den begrænsende kapacitet. Det første skridt er derfor at spørge: hvad er det egentlig, der sætter grænsen hos os? Svaret peger direkte på den flaskehals, resten af styringen kommer til at handle om.
Et lille eksempel gør det håndgribeligt. Betaler møbelværkstedet 30.000 kr. om måneden i husleje, afskrivning og faste lønninger, og udnytter det kun halvdelen af sin kapacitet, så er de 15.000 kr. reelt spildt på tom kapacitet. Omvendt kan det heller ikke bare presse alt igennem, for så begynder fejlraten at stige og leveringstiderne at skride. Den gode udnyttelse udnytter kapaciteten uden at sprænge den, og det kræver, at man ved præcis, hvor grænsen sidder.
Flaskehalsen bestemmer takten
Her kommer den vigtigste indsigt. I næsten enhver produktion er der ét led, der er trangere end alle de andre, og det led bestemmer, hvor meget hele systemet kan levere. Vi kalder det flaskehalsen: den knappe ressource, som resten af virksomheden må rette sig efter. Ligesom en flaske ikke tømmes hurtigere, end halsen tillader, kan et værksted ikke producere mere, end dets travleste maskine kan nå.
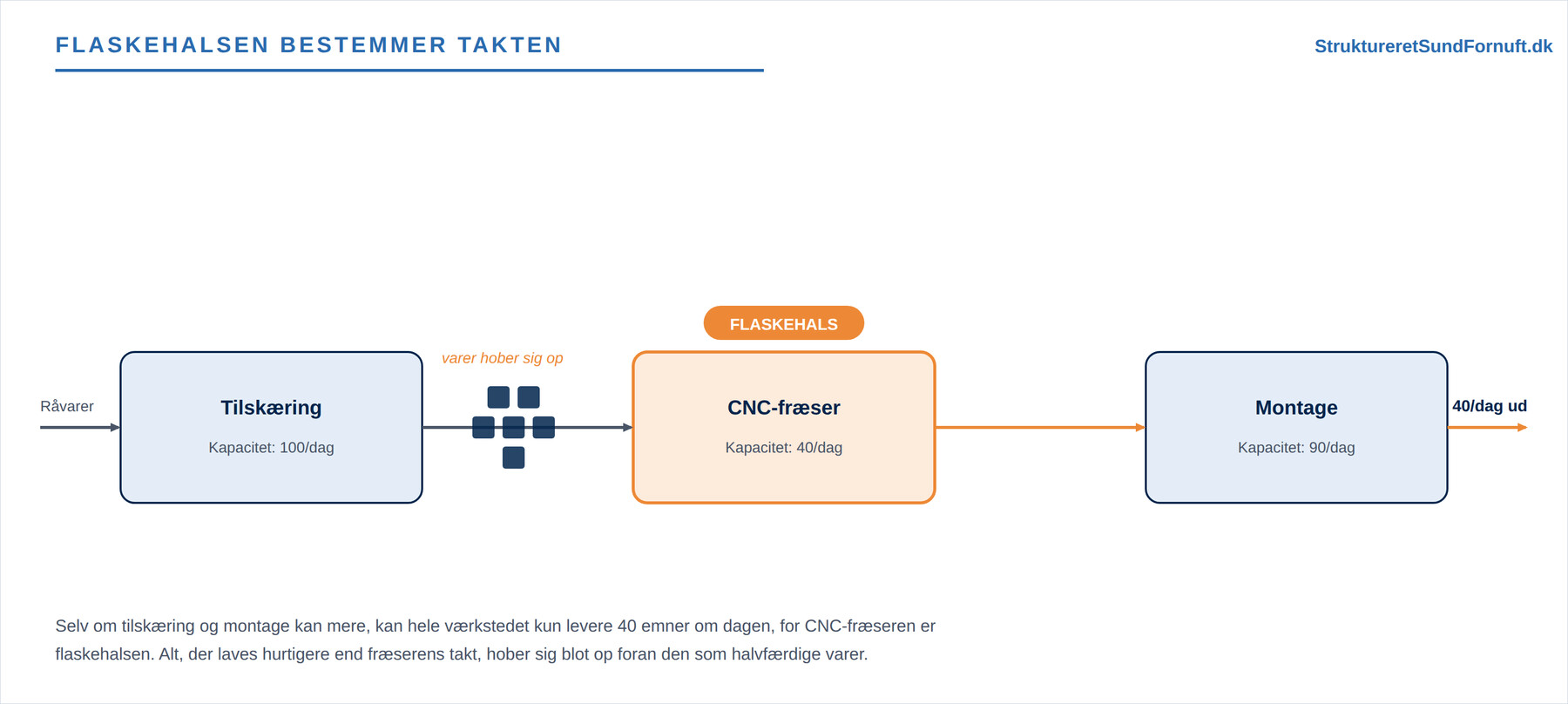
Se på værkstedets tre trin. Tilskæringen kan klare 100 emner om dagen, montagen 90, men CNC-fræseren i midten kun 40. Uanset hvor hurtigt de to andre trin arbejder, kommer der aldrig mere end 40 færdige emner ud om dagen, for fræseren er flaskehalsen. Skærer man 100 emner til, sker der bare det, at 60 af dem lægger sig i en voksende bunke foran fræseren som halvfærdige varer. De binder penge og fylder gulvplads uden at blive til noget salg. Derfor er det spild at optimere de andre led, hvis flaskehalsen bliver stående uændret. En time sparet på tilskæringen er intet værd, mens en time vundet på fræseren løfter hele værkstedets output.
Når flaskehalsen skal deles: tænk i DB pr. flaskehals-time
Det bliver for alvor interessant, når flere produkter skal dele den samme knappe ressource. Den umiddelbare reaktion er at prioritere det produkt, der har det største dækningsbidrag pr. enhed. Men det kan være direkte forkert. Når flaskehalsen er det, der begrænser, er det ikke enhederne, der er knappe, men flaskehalsens tid. Derfor skal man ikke måle indtjeningen pr. enhed, men pr. flaskehals-time. Man skal spørge: hvor meget dækningsbidrag får jeg ud af hver time, den knappe maskine kører?
Værkstedet laver tre produkter, som alle skal gennem fræseren. Bordpladen har det største dækningsbidrag pr. enhed, så den ser umiddelbart mest attraktiv ud. Men den lægger også beslag på flest minutter i fræseren. Regner man i stedet dækningsbidrag pr. flaskehals-time, vender rangordningen fuldstændig om:
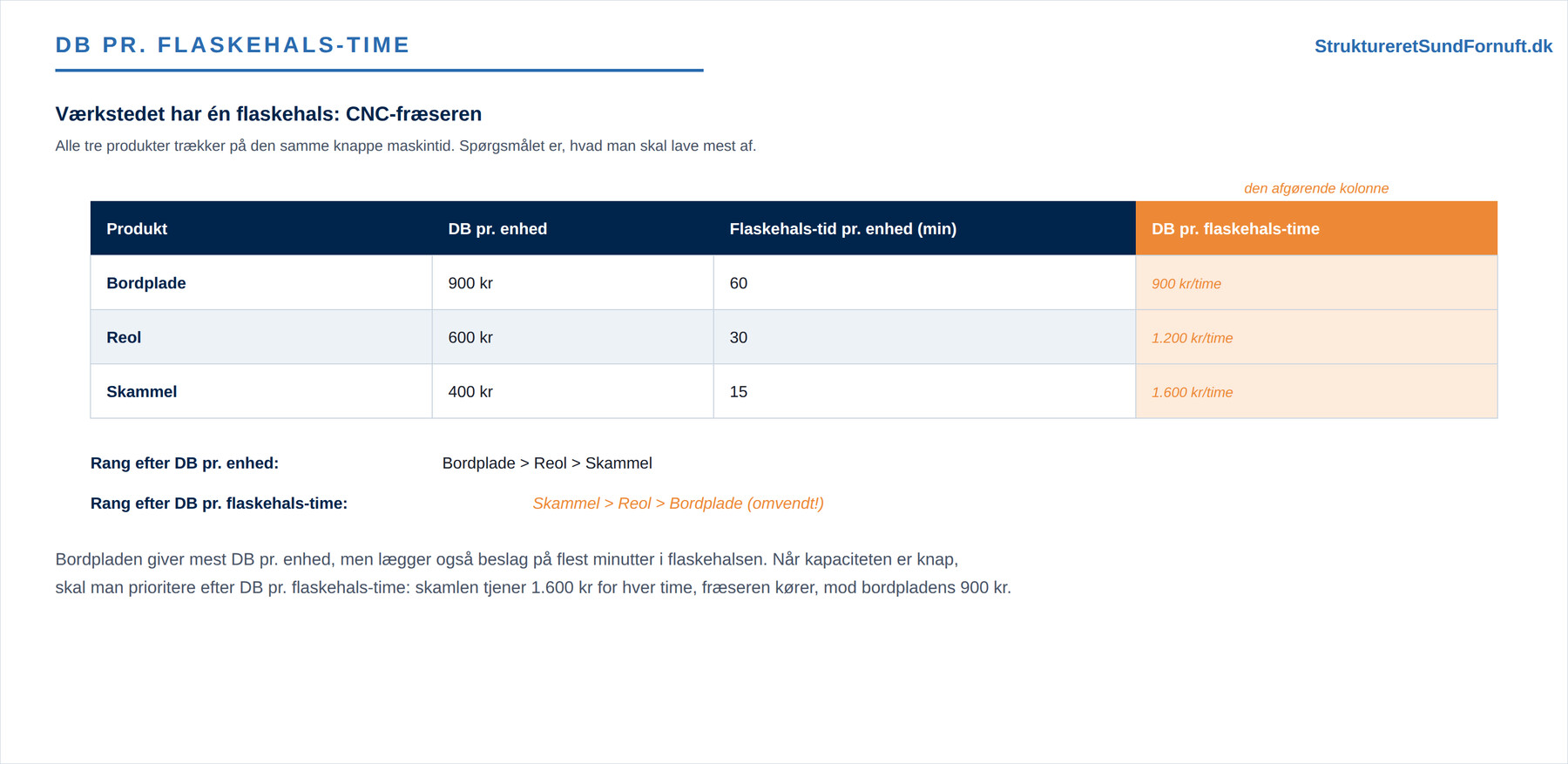
Skamlen, som havde det mindste dækningsbidrag pr. enhed, tjener 1.600 kr. for hver time i fræseren, mens bordpladen kun giver 900 kr. i samme tid. Reglen for at regne rigtigt er enkel: tag dækningsbidraget pr. enhed og divider med det antal flaskehals-minutter, enheden bruger. Det tal, og ikke dækningsbidraget pr. enhed alene, fortæller, hvad produktet er værd, når kapaciteten er knap.
Regnestykket for en hel uge
På en enkelt enhed kan forskellen virke akademisk. Men flaskehalsen kører hele ugen, og så bliver den til rigtige penge. Sæt at fræseren har 2.400 minutter til rådighed på en uge, og at der er efterspørgsel nok til at fylde dem med hvad som helst. Vælger værkstedet at følge sin mavefornemmelse og lave bordplader, fordi de har det største dækningsbidrag pr. enhed, ser regnestykket sådan ud mod alternativet:
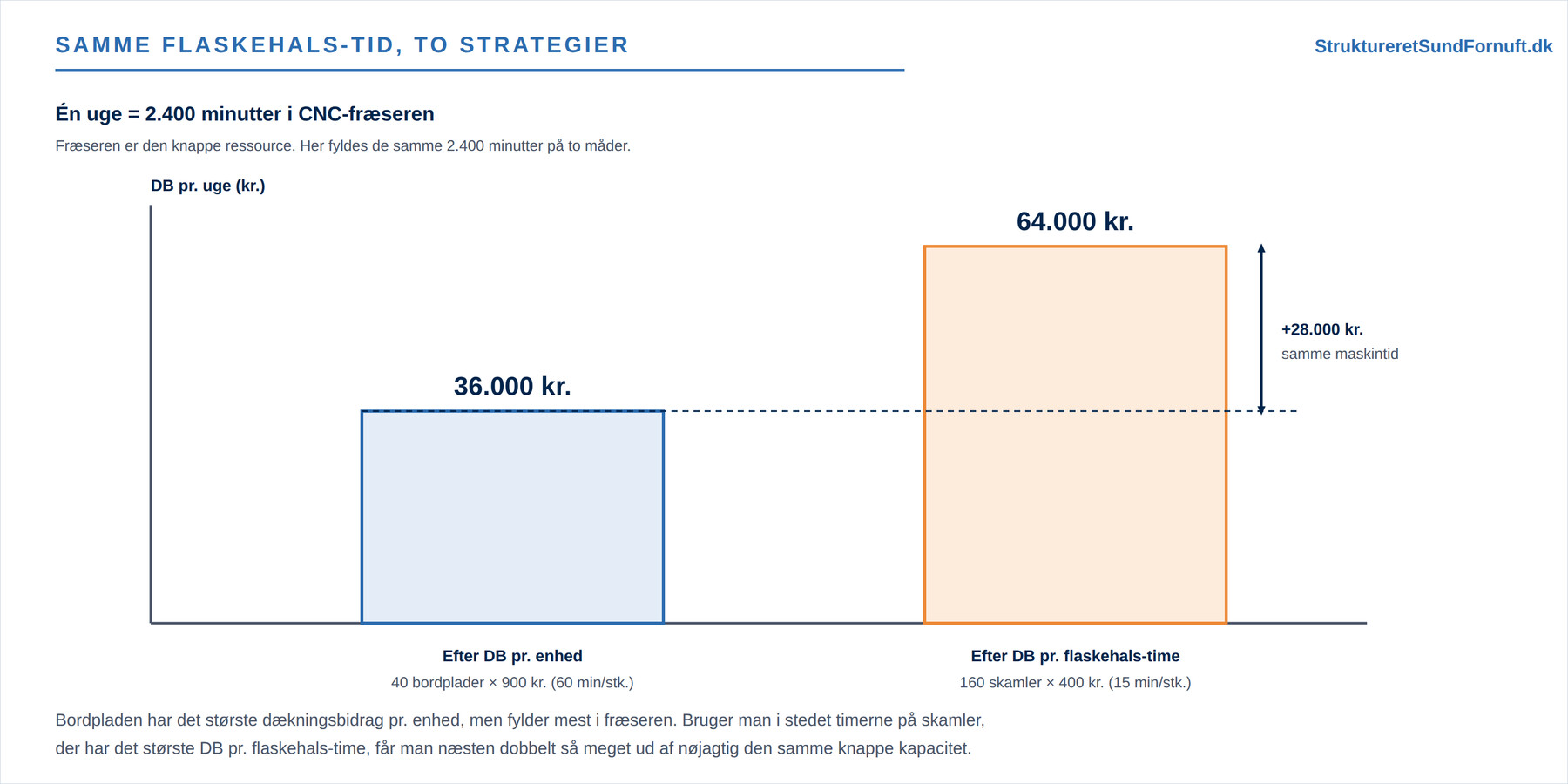
De 2.400 minutter rummer enten 40 bordplader (60 minutter stykket) eller 160 skamler (15 minutter stykket). Bordpladerne giver 40 gange 900, altså 36.000 kr. i dækningsbidrag, mens skamlerne giver 160 gange 400, altså 64.000 kr. Det er 28.000 kr. mere om ugen ud af nøjagtig den samme maskine, alene fordi man prioriterede efter den rigtige nøgletal. Pointen er ikke at holde op med at lave bordplader, for der er sikkert kunder, der vil have dem, men at forstå, at hver time i flaskehalsen skal forrentes så godt som muligt.
Den samme logik, uanset hvad der er knapt
Reglen gælder, uanset hvad flaskehalsen er. Er det pladsen i et kølerum, regner man i dækningsbidrag pr. hyldemeter, og er det timerne hos en enkelt specialist, regner man i dækningsbidrag pr. arbejdstime. Nøglen er altid at gøre den knappe ressource til nævneren i regnestykket, så man vælger de opgaver, der forrenter den bedst. Så snart man har fået mest muligt ud af flaskehalsen, kan næste skridt være at udvide den, for eksempel med en ekstra maskine eller et hold mere, men det giver kun mening at investere netop dér, hvor begrænsningen sidder. Bruger man penge på at gøre et af de trin, der i forvejen har luft, endnu hurtigere, flytter man ingenting.
En almindelig faldgrube
Den mest udbredte fejl er at ville holde alle maskiner og alle medarbejdere fuldt beskæftigede hele tiden. Det føles effektivt, men det er det ikke. Når trinnene før flaskehalsen kører for fuldt, opstår netop den bunke af halvfærdige varer, vi så i den første figur, og den koster både likviditet og overblik uden at give ét ekstra salg. Sund kapacitetsstyring handler ikke om, at alt skal være i sving, men om, at flaskehalsen aldrig må komme til at stå stille og aldrig må bruges på det forkerte. Alt andet skal underlægge sig dens tempo.
Theory of Constraints
Denne måde at tænke på er kernen i Theory of Constraints, teorien om begrænsninger. Grundidéen er, at et system altid har mindst én begrænsning, og at forbedringer kun batter noget, hvis de retter sig mod netop den. Man finder flaskehalsen, får mest muligt ud af den, underlægger resten af produktionen dens tempo og hæver så dens kapacitet, hvis man kan. Er du nysgerrig på at kortlægge begrænsninger og de årsag-virkningskæder, de indgår i, kan du læse videre om værktøjet i TP Studio.
Kort sagt
Kapacitet er virksomhedens øvre grænse for produktion, og optimal udnyttelse undgår både tomgang og overbelastning. Flaskehalsen er den knappe ressource, der bestemmer, hvor meget hele systemet kan levere, og alt, der laves hurtigere end den, hober sig blot op som halvfærdige varer. Skal flere produkter dele flaskehalsen, må man ikke prioritere efter dækningsbidrag pr. enhed, men efter dækningsbidrag pr. flaskehals-time, for det er flaskehalsens tid, der er knap. Ofte vender rangordningen, når man regner rigtigt, og over en hel uge kan det betyde titusindvis af kroner ud af den samme maskine. Netop den indsigt er hjertet i Theory of Constraints.